電線電纜價格咨詢電話:0550-7778262??15385509815





電纜束絲、絞線產品的質量缺陷和預防
電纜束絲、絞線產品的質量缺陷和預防
1.絞線表面擦傷,刮傷線芯
產生原因:通常一是分線盤上的線嘴磨損,二是單線跳出滑輪,三是穿線用木管或塑料管磨通,四是牽引設備推線板上的定位銷損壞,五是壓模中有異物等原因。
消除的辦法:更換分線盤上的穿線嘴和穿線用的木管、塑料管,檢查線芯的走向是否正常,保護線芯不與設備直接磨損,并隨時檢查壓模是否完好,并注意操作方,法。
2.束線、絞線中單線背股、松股
產生原因:一是放線張力不均勻,松松緊緊,張力松的線芯走得多、造成背股,二是壓模孔型太大,起不到適當調節張力的作用,三是壓模位置不當,絞合角不合理,四是節距比較大等。
束線機束制19股及以上的單線芯,由于束線沒有方向的區別,只能同向束制,所以線芯結合呈不規則狀態,目前生產廠家大都采用雙節距束制,因此束線束制19股以上的線芯,背股,松股現象比絞線嚴重。
排除方法:對束線(l股以上的束制品)一是改進束線的放線裝置,采用較先進的單線張力放線器,使每根單線的張力都可以調整、控制。二是采用導向模,導向模的孔徑為束線計算外徑叨97%%。這樣導向模可以適當調節張力。三是改用單節距的束線機,這種束線機的束制產品,可以達到絞線的水平。四是對背股,松股嚴重的束線芯,用過模復繞修復的辦法,也能達到使用的要求。五是適當調整節距比。
對于絞線產品背股,松股的排除方法:一是調整放線張力,使之均勻。二是改換壓模,便線芯在模孔中不要松動,注意壓模的喇叭口,如果喇叭口已經損壞,也不能使。三是調整壓模座的位置,使絞線的絞入角合理。四是如果絞合節距較大,應適當減小。
3.絞線中單線起槽或表面缺陷
產生原因:單線表面的麻坑、斑疤、三角裂、夾渣等缺陷,主要是材料帶來的,當然線芯表面有碎裂現象,也不排除拉線模孔型不合理而產生的,此時需具體情況具體分析。而線芯表面起槽呈連續性,一般都是拉線時造成的,拉線潤滑條件惡化,表面粘鋁而造成,不呈連續性的起槽,有可能是絞線壓模粘異物所致。
消除辦法:對于拉線時鋁線起槽,應首先檢查拉線潤滑效果是否能滿足拉線的要求,需及時更換潤滑油,更換拉線模具,或排除粘在線模上的雜物,認真檢查進線,對不合格的進線要及時排除,同時檢查壓線模有無損傷,有無雜物,要及時修理和更換。

河海船舶及海上石油平臺用電力電纜

船用電力電纜適用于各種河海船舶及海上石油平臺等水上建筑物傳輸電能。 生產執行標準 ... [詳細]
0.6/1kV聚氯乙烯絕緣聚氯乙烯護套電力電纜

名稱: 0.6/1kV聚氯乙烯絕緣聚氯乙烯護套電力電纜 說明: 產品標準:采用GB/T12706 eqv IE... [詳細]
ZRC-YJV22,ZRC-YJV交聯聚乙烯絕緣電力電纜

交聯聚乙烯絕緣電力電纜 一、適用范圍 本產品適用于交流額定電壓0.6/1KV輸配電線路。具... [詳細]
電力電纜型號規格及性能參數

●產品標準 本產品按GB12706《額定電壓1kV~35kV擠包絕緣電力電纜及附件》標準生產,同時... [詳細]
750V柔性無機絕緣防火電力電纜
額定電壓750V柔性無機絕緣防火電力電纜 1產品簡介 防火電纜是具有阻燃性能的耐火電纜,... [詳細]
0.6/1kV及以下擠包絕緣電力電纜

額定電壓0.6/1kV及以下擠包絕緣電力電纜 一、產品簡介 0.6/1kV電纜稱為低壓電力電纜,主... [詳細]

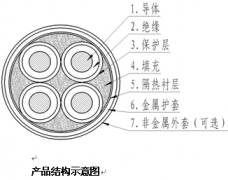
隔氧層阻燃耐火電力電纜

適用范圍 本產品適用于交流額定電壓0.6/1kv及以下的電力線路、供輸配電能之用 使用特... [詳細]
6~35kV 交聯聚乙烯絕緣電力電纜

6~35kV交聯聚乙烯絕緣電力電纜 一、交聯聚乙烯絕緣電力電纜簡介 交聯聚乙烯絕緣電力電... [詳細]
手機:(0)15385509815
郵箱:442312308@qq.com
地址: 安徽天長經濟開發區